Accelerating Inspection of Rapid Prototyping
O’Fallon Casting adds more speed to its rapid prototyping inspection operations with PolyWorks®.
Established in 1969, O'Fallon Casting is a nonferrous investment casting company with a facility located just 20 minutes west of St. Louis, MO, that provides rapid prototype and production castings. Since 2006, O’Fallon Casting has used 3D scanning and PolyWorks® software solutions to perform point-cloud-based inspection of its patterns and cast parts.
O’Fallon Casting of St. Louis, Missouri, is a premier nonferrous investment casting company that has built its reputation on making high-quality, competitively priced castings to meet demanding end-user applications. In its 50,000-square-foot facility, the company specializes in casting a range of aluminum, copper-based, and silicon carbide metal matrix composite alloys, and furnishes castings only or castings machined to customer specifications.

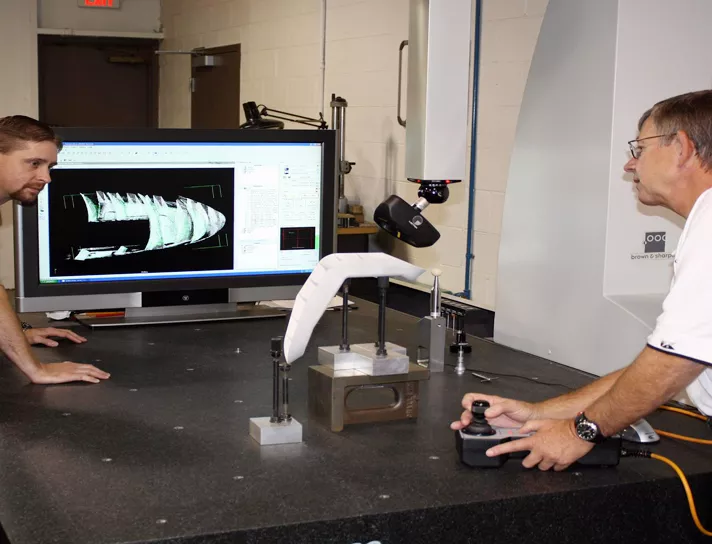
Part inspection with Ben Galmiche (left) and Ted Schnarre (right) from O’Fallon Casting using a Global CMM, a Metris XC50 laser scanner, and the PolyWorks software.
The Challenge
O'Fallon Casting serves a broad range of markets including the military missile and electronic packaging markets, valves and pumps, medical and dental equipment, high-speed automated precision machinery, hardware, business machines, robotics, optical and laser equipment, silicon wafer processing equipment, and semiconductor manufacturing equipment.
One area of growth for the company has been in its rapid prototyping operation. It uses expendable patterns generated from a 3D model from a CAD file to quickly and cost effectively produce a part and verify its design prior to building production tooling.
“In recent years, there have been many improvements in the quality of pattern surface finishes, pattern accuracy, and pattern material alternatives, and today’s patterns are more user friendly to the near net shapes offered by the investment casting process,” said Ben Galmiche, O’Fallon Casting, Quality Engineer. Thanks to these improvements, rapid prototyping of cast parts is a good value for customers who want to reduce overall tooling costs and introduce products into the marketplace quickly.
Quality inspection is a crucial aspect of the casting business and traditional inspection methods, using touch-based methods, were not well suited to rapid prototyping.
“In the past, we didn’t have an effective and efficient way of inspecting solid models. We had an old cantilever-type coordinate measuring machine and used a touch trigger probe to collect dimensional data. This process was slow and we were looking for a new alternative,” said Galmiche.
The Solution
To help enhance the turnaround time of its rapid prototype inspection process, O’Fallon Casting turned to 3D scanning and point-cloud-based inspection. O’Fallon Casting replaced the older CMM with a Global CMM from Hexagon Metrology and equipped it with a Metris XC50 Cross Scanner, a high-speed, multi-stripe 3D laser scanner designed for inspecting part features that provides optimal point distribution in all directions. This new 3D measurement system was delivered with the PolyWorks universal 3D metrology software platform.
This investment proved to be the right move, one that paid off quickly. Particularly when O’Fallon Casting received a request in 2008 to inspect the housing for an integrated wing tip light of the Boeing 787 Dreamliner.
Here’s how O’Fallon successfully integrated the point-cloud-based analysis in all phases of its rapid-prototyping process:
- A pattern of the wing tip light housing was created from the customer’s 3D CAD model of the part using stereolithography (SLA) and selective laser sintering (SLS).
- The pattern was then visually and manually inspected to determine if it conformed to the reference CAD model of the part and if it was properly proportioned to account for shrinkage.
- Once the pattern was verified and approved through the PolyWorks inspection process, O’Fallon Casting built a ceramic shell around the rapid prototype pattern.
- The ceramic shell with the pattern went through a burn out process, where the pattern was vaporized to leave only the ceramic mold. The part was cast from A356 aluminum artificially aged to the T6 condition.
- The part was then measured using the Global CMM and the Metris laser scanner. The point cloud data gathered during this routine was transferred to PolyWorks electronically via the company’s internal network.

©Boeing
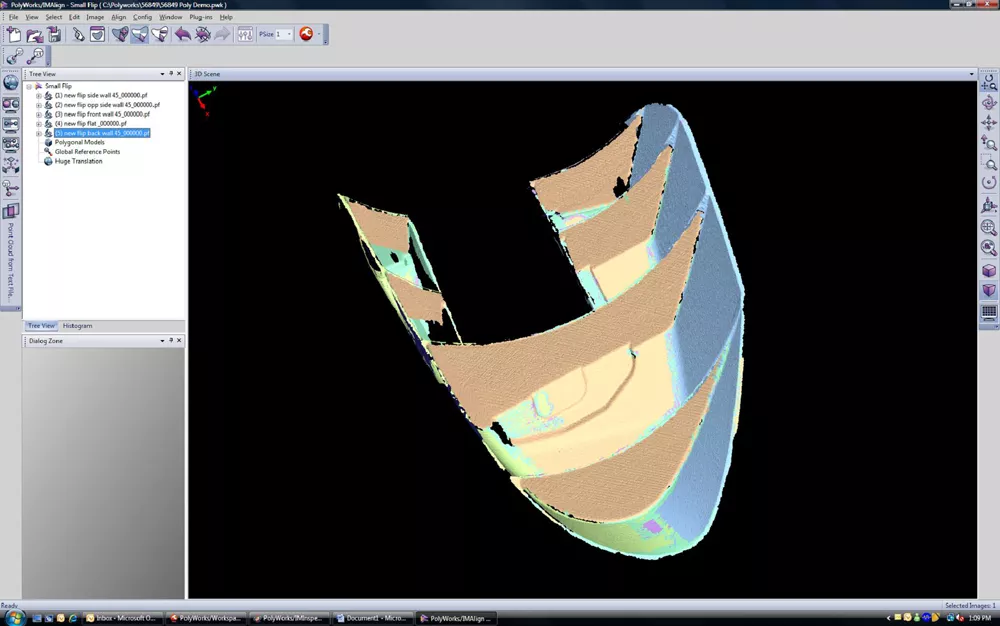
Scan alignment and overlap reduction in the PolyWorks IMAlign™ module.
In the overall process, O’Fallon Casting used 3D digitizing and PolyWorks to inspect both the foam pattern and its inherent aluminum part. “We import the dimensional data into PolyWorks software’s IMAlign™ module where the scan paths are automatically aligned using a best-fit algorithm to create a point cloud model of the part,” Mr. Galmiche said. “At this point, we study the model carefully to determine if we have all of the data we need to make an accurate comparison between it and the customer’s CAD model. If necessary, we’ll reorient the part on the CMM and gather dimensional data from another view,” he stated.
When gathering dimensional data on these prototype parts, O’Fallon Casting uses a very slow scanning speed to assure that a high level of feature detail is captured. In the process, excess data is collected. “We use the IMAlign reduce overlap function to automatically remove the excess in areas of scan overlap and create a single set of data points that precisely defines the dimensions of the part in these areas,” he said.
Next, the aligned scans were merged using the PolyWorks IMMerge™ module to create a highly accurate finely detailed polygonal mesh model of the digitized parts.
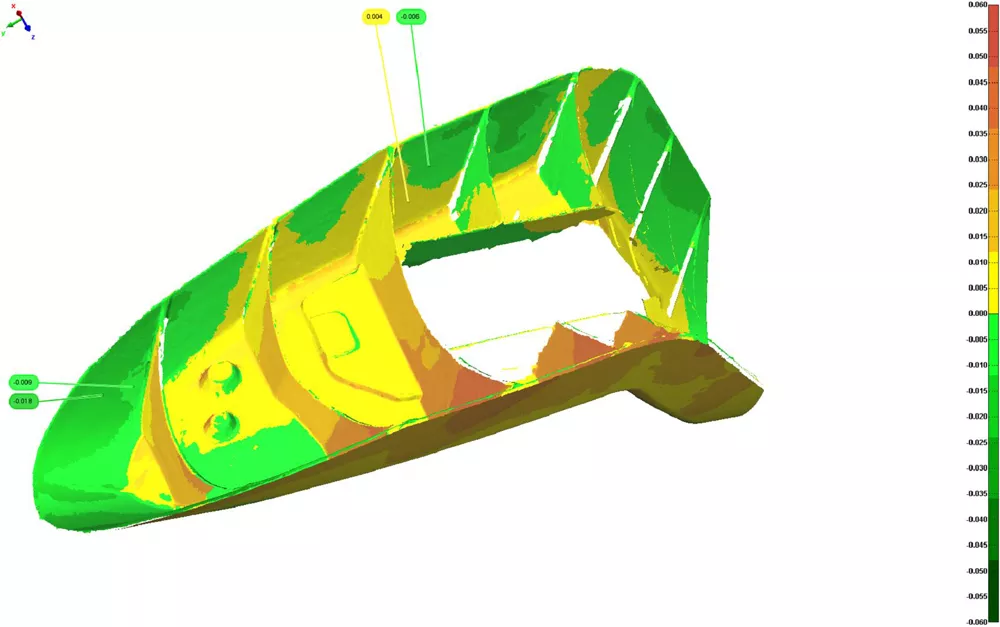
Global deviation analysis using color maps.
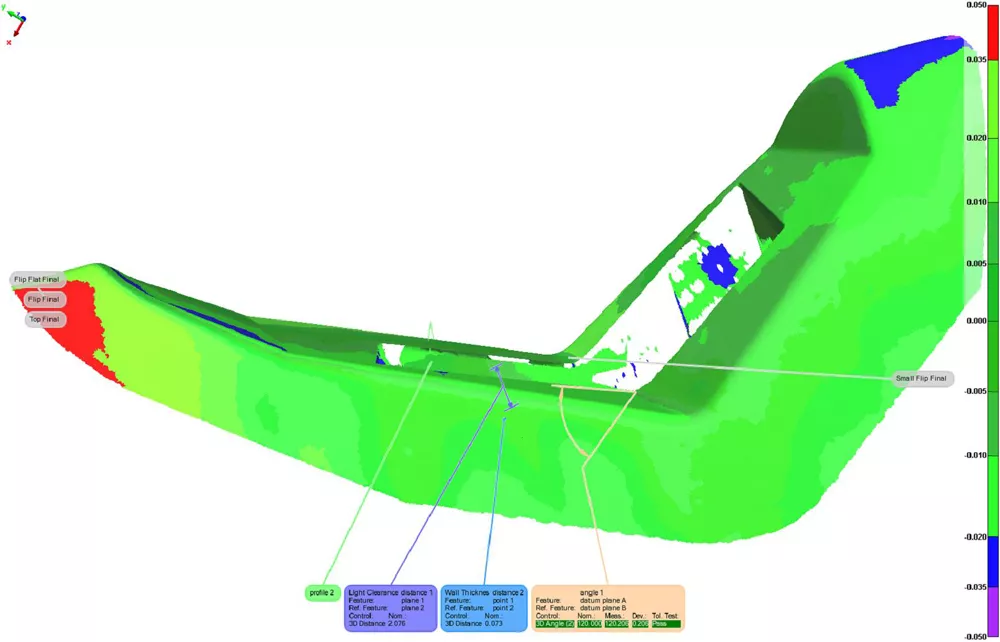
Wall thickness, clearance, 3D angle, and flatness analyses are performed using the PolyWorks IMInspect module.
“Using simple PolyWorks IMInspect™ tools, we can quickly see where a part is out of tolerance relative to the customer’s CAD model,” Ben Galmiche, O'Fallon Casting
The polygonal mesh model was then exported to PolyWorks' IMInspect™ module for the actual dimensional inspection process. This package uses powerful data-to-CAD alignment techniques including constrained best-fit, and techniques based on features and reference points. It includes comparison and measurement tools for a complete analysis of surface and cross-sectional deviations, feature dimensions and GD&T controls, clearance, and thickness. For this specific project, O’Fallon Casting used five specific IMInspect tools to validate the wing tip light housing:
- A global comparison was performed by calculating the deviation between each digitized point and its corresponding CAD reference. A color map was displayed according to the tolerances set by O’Fallon Casting.
- To ensure that the ray of light is projected without interference, the clearance of the part was measured by comparing 3D distances between two planes.
- The wall thickness was extracted by computing 3D distances between two points. This ensures its robustness and validates that the part met the design requirements.
- The Flatness and 3D angle between two planes (datum A and datum B) were computed using PolyWorks’ GD&T engine. A pass/fail result was provided according to the set tolerances.
Using the report generation function of the PolyWorks software, Mr. Galmiche prepared an inspection report using the AS9102 format. “In addition to the data, we include snapshots of the model comparison so that customers can quickly see where the part is out of tolerance. We can also illustrate where the part is just a small amount out of tolerance or greatly so by using different colors to indicate different tolerance ranges. Finally, thanks to the free viewer software, PolyWorks|Viewer™, our customers can visualize their inspection projects in 3D from their own workstation.”

©Boeing
The Benefits
The combination of the Global CMM, Metris XC50 laser scanner, and PolyWorks software has significantly reduced the turn-around time to rapid prototype a part at O’Fallon Casting. “Globally, we are very satisfied with this new point-cloud-based inspection process,” said Mr. Galmiche. “For a typical part, we can gather the dimensional data we need in about one day and we can perform the data analysis using the PolyWorks software in less than half a day. That is a reduction of about 50 percent in the amount of time the process took in the past. The visualization of the data also makes it faster for customers to review the inspection report and understand the implications of the dimensional data analysis.
Extra
O’Fallon Casting also uses the CMM/laser scanner/PolyWorks software combination to inspect its own molds and compression-straightening tooling to ensure that it conforms to design. PolyWorks|Inspector quickly shows precisely where tooling may be worn or slightly out of tolerance.
Mr. Galmiche also sees another potential application for the new inspection suite. “We’ve had some customers ask us to inspect a particular component in a system to help them determine if ambient conditions, such as heat, are causing it to malfunction. We can do that quickly by scanning the part and comparing the actual dimensional data of the part with the design intent using PolyWorks software. It may represent a new area of business for us.”